
ISSN (0970-2083)
ISSN (0970-2083)
Hyunchul Kim1* and Duongthanh Hung2*
1High Safety Vehicle Core Technology Research Center, Department of Mechanical & Automotive Engineering Inje University, Gimhae, South Korea
2Department of Mechanical & Automotive Engineering Inje University, Gimhae, South Korea
Received Date: 07 August, 2017 Accepted Date: 20 September, 2017
Visit for more related articles at Journal of Industrial Pollution Control
Optimal selection of cutting conditions contributes greatly to increased productivity and cost savings, but it is decided by workers‘ experience and subjective judgement in most machining companies. Herein, in order to reduce the dependence on those skilled workers, a neural network based optimum cutting condition decision method is suggested. Real machining data in the fields is used for the cutting condition optimization by using the life of cutting tools. The technology, economy and organization is considered for an optimization method. To satisfy the requirement of fields, unit production time is chosen as the object function. In order to reach a higher resonable result, real machining data is collected, and neural network is devepled and presented for the life estimation of cutting tools. Finally, the optimum cutting condition is recommended from a propsed method, and the results show that the approach is resonable in detetmining optimum cutting parameters.
Cutting condition, Life of cutting tools, Neural network
End milling operation is related to cutting conditions to satisfy required specifications such as high surface quality, cutting efficiency, geometrical accuracy, and the reliability (Aramesh, et al., 2016; Debnath, et al., 2016; Muñoz-Escalona, et al., 2016).
Cutting conditions for end milling are important factors in predicting cutting time and have a great effect on machining accuracy and tool life (Hwan, et al., 2009). Conservative cutting conditions reduce productivity, but immoderate ones reduce geometrical accuracy and induce big cutting forces, which shorten tool life due to tool sagging and chattering.
It is important to select the appropriate cutting conditions as mentioned, but the operator determines the cutting conditions based on their experience and ability in the field. Therefore, they are given constant cutting conditions under the same working conditions. That is, the problem of choosing the cutting conditions in the actual field is that the cutting conditions are decided by the operator's subjectivity.
Cutting conditions are recommended in the handbook type database. This is reasonably reasonable as the recommended values of the Handbook of Machining Data can be considered years of knowhow accumulation and was checked up in many experiments. The drawbacks are that the handbook recommends only values on given materials and cutting tool inside the database, so you need to modify the retrieved data according to the actual working conditions.
Therefore, we need a system that recommends cutting conditions in a reasonable way. The following materials were studied to develop these systems.
1. Classification of important factors in cutting condition selection.
2. Building database to accumulate shop data.
3. Embodiment of neural network to predict tool life from accumulated data.
4. Optimal cutting condition selection using neural network.
Classification of factors related to cutting condition
There are many factors that affect the determination of the cutting conditions. Therefore, it is not desirable to develop a cutting condition determination system considering all factors. Iinstead, consideration of important factors is needed.
Cutting tool
Cutting tool can be defined as shape, material, size, and etc. In this study, we deal only with flat endmill(FEM) for cutting tool.
• Tool material - HSS, WC.
• Tool type - Insert tip type, solid type.
• Tool size - Tool diameter, tool length.
• Grinding state - New tool, regrind tool.
Workpiece
The machinability of material is determined by kind and hardness. It is easy for operators to input the kind of material. So we sort workpiece according to the kind of material.
• The kind of workpiece - HP, HP4M, KP1, KP4, KP4M, S45C, SKD11.
Machining pattern
Axial depth and radial depth are very important factors in determination of cutting condition in FEM. And we can sort machining pattern according to counter machining and surface machining.
Optimum cutting condition
Many researchers including Gilbert have studied the problem of the machining condition optimization since 1950 (Gilvert, 1950). Under the actual constraints, the optimal cut condition analysis was performed to minimize production cost or time. Because the investigated outcomes were always different based on two different criteria, the maximum yield rate that gives the tradeoff results in succeeding surveys (Okushima and Hitomi, 1964; Wu and Ermer, 1966; Boothroyd and Rusek, 1976; Tolouei-Rad and Bidhendi, 1997).
Of these three criteria, the target varies depending on the production target. Because the scope of this study is limited to the mold company, the production time per piece, which is the minimum production time, is considered as an optimization method.
Mathematical model
Gap Unit operation time can be formulated as eq. (1).
 (1)
(1)
Here Tp represents preparation time, Tm machining time, and Te tool changing time. For milling operations the machining time can be expressed as
 (2)
(2)
where
 (3)
(3)
V and f are cutting velocity and feedrate. D represents tool diameter, Vol volume to be machined, n tooth number, da axial depth, and dr radial depth. And using the Taylor’s generalized tool life equation, VTα fβ=C, objective function (1) can be expressed as
 (4)
(4)
The following V, f constraints have to be considered to minimize the object function.
The restrictions are given below.
 (5)
(5)
The solution of equation (4) is as follows (Sugn, 1996).
 (6)
(6)
 (7)
(7)
In order to know the optimal machining conditions, constants of tool life equation, α,β,C, are needed.
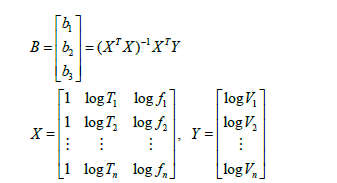
Tool life equation
The We can calculate constants of tool life equation if there are data more than three by the least square estimation. Using n data set (Vn,fn,Tn), constants α,β,C can be evalutated as follows (Ham, 1972).
 (8)
(8)
where,
Tool life prediction by neural network
Constants of the life equation of cutting tools are needed to decide the optimal cutting parameters. And a data set (V,f,T) is required to calculate the constant parameters of the life equation of cutting tools. However, the constants of the tool life equation depend on the machining conditions, so a set of data (V,f,T) is required under machining conditions.
Tool life prediction is needed to solve these problems. Because neural networks are convenient for modeling nonlinear relationships and have the ability to process large amounts of information in parallel (Lippman, 1987; Anderson and McNeil, 1992; Abbas, 2009) tool life prediction is implemented by neural networks.
Neural network structres and learning algorithm
The input parameters of the neural network should be given as quantitative values. However, the tool material, tool type and tool grinding status are difficult to quantify. Therefore, if it can be made by combination, it consists of twelve independent neural networks.
Neural network with 4-layer structure is applied for heuristic correction, and backpropagation learning algorithm is applied for neural network training (Rumelhart and McClelland, 1986). A neural network has one layer with seven neurons for input, two hidden layers with seven neurons each, and one layer with one neuron for output. This structure was selected in a variety of writing configurations because it showed the fastest learning speed in the learning process (Figure. 1).

Figure 1: Neural network for the life estimation of cutting tools.
Collection of learning data
Shop data were applied for the learning data. This data has been enhanced and approved through interviews with qualified technicians.
Training
In order to determine the neural network structure, error convergence rate was evaluated by modifying the hidden layer numbers, and the node numbers in layers, and also by changing learning rate à  and momentum α, where Constants, à  and α, are between 0 and 1. The neural network tranining took 300 minutes with the specification of Celeron 366. When à  was 0.7, α was 0.9, and number of iterations was 300000, average error was 0.0767. Table 1 shows learning conditions and results of the neural network.
| Learning conditions | ||
|---|---|---|
| Learning Algorithm | Back-Propagation Algorithm | |
| Nodes in Each Layer | Input | 7 |
| Hidden | 7 | |
| Output | 1 | |
| # of Hidden Layer | 2 | |
| # of Learning Patterns | 75 | |
| Learning Rate, | 0.7 | |
| Momentum Term, η | 0.9 | |
| # of Iteration, α | 300000 | |
| Results | ||
| Error | 0.07679927 | |
| Time Spent for NN Training | 300 | |
Table 1. Learning conditions and results
Utilization
The selection of optimum cutting conditions by the trained neural network is conducted as follows.
1) In any machining condition, tool life T is predicted in time with cutting condition V, f.
2) Each tool life can be obtained by changing cutting condition. So (V, f, T) data set which are needed to calculate tool life equaion can be obtained.
3) Using (V, f, T) data set, constants of tool life equation are calculated, and the optimum cutting condition can be selected by the constants of tool life equation.
The process mentioned above is shown in Figure. 2.

Figure 2: Process for optimum cutting condition.
Case study
The test material workpiece for case study is KP4M. Tool diameter is 50 mm, tool length is 110 mm, axial depth 2 mm, radial depth 30 mm, tool material is WC, tool type is insert tip type, and machining pattern is surface machining. In above machining condition, the recommended cutting condition RPM 1560 and feed 1400 has been retrieved.
Generally, cutting condition RPM 1200 and feed 1000 is used in above mentioned machining condition. Therefore, about 20% higher productivity is expected as show in Figure. 3.

Figure 3: Optimum cutting condition.
For the experiments, a back-propagation learning algorithm was used. Neural networks using feedforward algorithms give more precise outcomes but take more time (70%) to train and test. Therefore, a back propagation basic neural network was applied for this study. The accuracy of the outcomes is worse, but the network is very fast and stable. By applying this system in the field, improved productivity can be expected irrespective of the capability of the operators. Future work can lead to expand the optimization of machining processes to various machining operations.
In this study, we proposed and developed a system to derive optimal cutting conditions using shop data. It is validated. First, the important factors in choosing the cutting conditions are categorized, and the optimization method considers the production time per piece. Next, we propose and refine the neural network that predicts tool life. We use this neural network to develop a system that selects the optimal cutting conditions and verify its feasibility.
This research was supported by Basic Science Research Program through the National Research Foundation of Korea(NRF) funded by the Ministry of Education and MSIP (Ministry of Science, ICT & Future Planning) (2017R1D1A1B03029074, 2017R1C1B5014970).
Copyright © 2024 Research and Reviews, All Rights Reserved