
ISSN (0970-2083)
ISSN (0970-2083)
Department of Civil Engineering, Sri Ramakrishna Institute of Technology, Coimbatore 641 010, T.N. India
Received date: 31 May 2012 Accepted date: 15 June 2012
Visit for more related articles at Journal of Industrial Pollution Control
An evaluation of anaerobic treatment of Dairy wastewater using an up flow Anaerobic sludge Bed (UASB) reactor at mesophilic temperature 27-35°C was conducted. Wastewater from AAVIN Dairy in pachapalayam, coimbatore with an average of 5500g COD/L, (COD = chemical oxygen demand) and a high concentration of total solids (up to 3015 mg/L) with pH of 8.5- 9 was subjected to anaerobic treatment in an UASB reactor. The startup period, which was indicated by gas production and stabilization of COD reduction was measured. The organic loading rate was started at 2.5gCOD/l/d, the maximum methane yield was 0.6 l/g. COD removed at and organic loading rate of 2.5 g COD/l/d was 78%. The maximum treatment efficiency (TE) in terms of COD reduction achieved was 90% at a hydraulic retention time (HRT) of 43 d. Total solids (TS) removal was effective and pH from the effluent oscillated around 7with a notable decrease from 7.8 to 6.2 at HRT of 0.5 d. Based on these observations, the UASB process has potential in treating combined effluent from aavin dairy Coimbatore. The organic loading rates are increased by 0.5gCOD/l/d and the readings are observed for 3gCOD/l/d and 3.5gCOD/l/d.
UASB reactor, COD removal, Biogas production
In many cities in developing countries most of the environmental problems are related to inadequate treatment of waste water technologies. Urbanization or an increase in population leads to increase in the growth of milk dairies in number and quantity of milk production. The treatment provided by the respective arise is not keeping pace with the environment. Dairy industry generates huge amount of wastewater, accounting to 2-4 times the volume of milk handled depending upon the type of process and product manufactured. The dairy waste is typically rich in organic matter, which gives high BOD and creates pollution problems, if discharged without treatment. For treatment at the dairy plant, several physical, chemical and biological methods are available. However, dairy waste responds best to the biological processes the heavily aerated effluent is brought in contact with microorganisms, which oxidize its organic matter to carbon dioxide and water. In anaerobic processes, the microorganisms convert organic matter to biogas and cell biomass. The dairy industry wastes are peculiar as compared to other industrial wastes as they have relatively high concentration of organic matter, which gives higher Biological Oxygen Demand (BOD). This may not be allowed to mix in municipal sewers directly by the local authorities due to the danger of shock load, the untreated dairy wastes are highly polluting due to oxygen demands they impose when discharge in to stream. When dissolved oxygen is insufficient for oxidation of organic matter, the lactose is converted into lactic acid, which in turn lowers the pH to a point when casein is precipitated. The resultant anaerobic decomposition of protein does not yield foul-smelling substances, which will support fish life nor will the animals drink this water. This will also create aerial pollution in the neighborhood. Hence, wastewater disposal, only after its treatment, is an important consideration in every dairy plant.
Washing and rinsing from milk cans, bottle washers other equipment and floors Spoiled milk nd milk products. Spillage, leakage and overflow from pumps, glands and other equipment. Evaporator entrainment and condenser water, Boiler blow down and regeneration water from water softening plant. Cooling, bleeding water from refrigeration section) Unutilized whey, buttermilk, etc. The controlled anaerobic treatment process is being considered today as one of the best possible means of recovering energy in the form of methane gas while at the same time reducing the organic load in the waste water. The UASB reactor is a high-capacity methane bioreactor with a sludge bed, or blanket of settled microorganisms through which the wastewater flows upwards). The main advantage of the UASB process is that no support material is required for retention of the high density anaerobic sludge. according to Nadais et al., (2005) “Treatment of dairy wastewater in UASB reactors inoculated with flocculent biomass”.However, the absence of carriers necessitates the availability and maintenance of highly settleable biomass, either as flocs or as dense granules (0.5-2.5 mm in size) by Sankar et al., (2007) “Studies on treatment of lowstrength effluents by UASB reactor and its application to dairy industry wash waters”.
The simple design of UASB reactors ensures a uniform distribution of incoming wastewater around the base of the digester, sufficient cross section top revent excessive biomass entrapment, and effective separation of gas, biomass and liquid by Callander, I.J. and Barford, J.P. Recent Advances in Anaerobic Digestion Technology 1983. A three-phase separator, (biogas, liquid and biomass) serves to separate the biogas on the one hand, and the bacterial mass, which is returned into the active lower zone of the reactor, on the other hand. Lettinga, (1994). Anaerobic digestion and waste water treatment systems.
The UASB does not require the expense and energy consumption of pumps for recirculation of effluent and hence economical. In practice, the UASB reactor distinguishes itself by being high. Datas by Venkata Mohan.S, Lalit Babu.V, Sarma. P.N “Anaerobic biohydrogen production from dairy wastewater treatment in sequencing batch reactor reliable under constantly varying conditions. The dense structure and high settleability of the sludge (60-80 m/h), allow upflow anaerobic reactors to be operated at very high velocities.
The parameters of dairy wastewater such as colour, pH, Total solids, BOD, COD were measured using standard methods before and after treatment. The reactor has multiple gas hoods for the separation of biogas. As a result the extremely large gas/water interfaces in the reactor greatly reduce turbulence, making relatively high loading rates of 10 – 15 kg/ m3.d possible. Separation in the UASB reactor requires only 1.0 meter of height, which prevents flotation effects and, consequently, floating layers. Generally, during the treatment of UASB reactor, the substrate passes through an expanded sludge bed which containing a high concentration of biomass first. After that, the remaining part of substrate passes through a less dense biomass which named the sludge blanket. Azimi and Zamanzadeh (2004) Determination of design criteria for UASB reactors as a waste water pretreatment system in tropical small communities.
The feed stock for the reactor was collected from Aavin dairy industry, pachapalayam, Coimbatore, Tamilnadu, India. Cow dung slurry is used as seed material for the reactor.
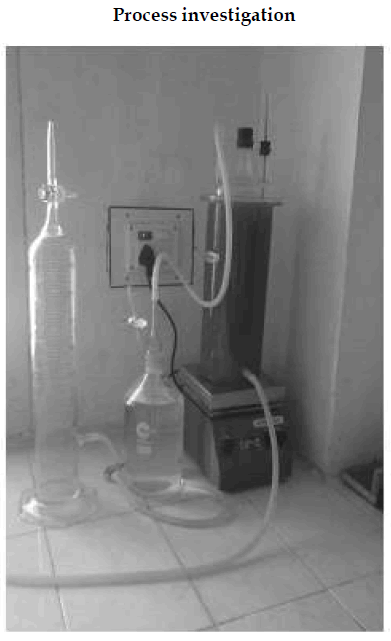
Reactor set up
A cylindrical vessel of 15cm dia and 31 cm height is fabricated with brittle glass is provided with a three nozzles. Out of three nozzles one nozzle is provided to gas collection another one is provided for thermo meter for temperature measuring and the last one is used as outlet and sampling port. The whole arrangement is kept on the magnetic stirrer of capacity 5litre and the rpm is kept as 250rpm. .H.N, Kopsinis.H, Skiadas.I.V, Stamatelatou.K and Lyberatos.G “Treatment of Dairy Wastewater Using an Upflow Anaerobic Sludge Blanket Reactor”Journal of Agricultura Engineering Research, Vol 73, Issue 1, PP. 59-63(2002).
Gas production
Gas production in the UASB reactor was measured by water displacement method. The outlet of the gas port of the reactor was connected to the inlet of measuring collector.
Start up process
The UASB reactor was acclimatized by feeding cow dung slurry for 2weeks. During this period the reactor was operated in batch mode. After acclimatization period, the reactor was operated in a continuous mode and dairy waste water was then gradually introduced
The operating parameters under which the performance of the reactor was monitored are given in Table 1. The performance of the UASB was investigated for treatment of dairy waste water through experiments using APHA-Standard methods for examination of water and waste water. At a particular OLR with varying Hydraulic retention time (HRT) the COD removal was evaluated. The organic loading rate was 2.5g CODl/d to 3.5g cod/l/d.

Table 1. Operating parameters
Analytical Techniques
The organic strength of waste water was determined by the COD method. The analyses were conducted in duplicates and in some cases in triplicates and the influent and effluent parameters were analyzed as per standard methods.
The characteristics of dairy waste water has been enumerated in Table 2. During this investigation the COD was measured weekly. The process performance was monitored and the COD removal efficiency of the reactor under different hydraulic retention time was noted. Experiments were conducted at mesophilic temperature (27- 35 c) Rajeswari et al., (1999) state-ofthe- art of anaerobic digestion technology for industrial waste water treatment TERI, New Delhi.

Table 2. Characteristics of the dairy effluent
The analysis of anaerobic degradation of dairy waste in the UASB reactor for different organic loading rates was studied and evaluated in this work. The pH, total solids, COD, BOD, sulphates and biogas collection were monitored periodically. The observations and calculations made were described in the following tables. These test were conducted in order to find the parameter variation in the effluent undergoing treatment and thereby the performance of the reactor and media were studied. Wijietunga Somasiri and Wenquan Ruan Decolouruzation of textile wastewater containing acid dyes in UASB reactor system under mixed anaerobic granular sludge”.
Effect of HRT on pH
The pH variation was noted for various days and the results are represented in the graph.As seen from the graph the sudden fall of pH below 6.4 occurs due to acidogenesis and acitogenesis. Which is toxic to the methanogenic bacteria which produces gas during methanogenesis process and make it to 7. The peak value is 7.7 and the least value is 6.13 which is neutralized to 7 and the and the average pH 6.7 was maintained throughout the overall reaction.
The project work was to study the raw waste characteristics and to find the performance of the reactor in treating dairy waste The test was started with the collection and testing of the raw waste from the dairy industry which includes pH, COD, BOD, Total solids and sulphates. Tawfik et al., (2006). Treatment of a combined dairy and domestic wastewater in an up-flow anaerobic sludge blanket (UASB) reactor followed by activated sludge (AS system). Water pollution control department, National Research Center, Giza, Egypt.
The UASB reactor was loaded with different organic loading rates 2.5,g/l/day/, 3.0 g/l/day and 3.5 g/l/day. From the results observed the UASB Reactor is suitable method to treat the dairy waste water. It is studied that operating temperature, pH of waste water, microbial population, presence of ammonia based materials affect the performance of the reactor The reactor study shows about 78% COD removal when the influent cod rate was 2.5g/l/day. The reactor with magnetic stirrer designed can perform up to efficiency of about 80% COD removal when the influent organic loading rate was 3.0 g/l/ day and about 85% COD removal when the influent COD rate was 3.5 g/l/day.
From the results it was clear that the efficiency of reactor has been studied with respect to increase in the Organic Loading rate . Biogas generated from the reactor was 700mL when it was operated for 30days. The methane yield obtained in this study was satisfactory and comparable to results from other research using similar waste water. The UASB reactor could be stably operated around 2.5g/l/d -3.5g/l/d The performance of the reactor depends on the OLR, the HRT and seed sludge. The waste water released from UASB had a low concentration of total solids eliminating the need for post treatment of the effluent. The UASB thus can be used in the removal of organic load from the dairy waste water and effluent can be discharged into municipal sewer.
Copyright © 2026 Research and Reviews, All Rights Reserved